关于UV胶对基材附着力影响的几个因素
1 附着力形成机理
我们知道要有强的附着力,首先要有紧密的表面接触。同时要能很好的润湿,润湿接触后才产生附着力。最简单的是机械咬合力,通过互相扩散形成附着力,通过分子间的作用力(化学键力和范德华力)。
1.1 表面润湿
著名的杨氏接触角方程被广泛用于液体在固体表面的润湿现象分析。润湿过程与体系的界面张力有关。一滴液体落在水平固体表面上,当达到平衡时,形成的接触角与各界面张力之间符合下面的杨氏方程(Young Equation):
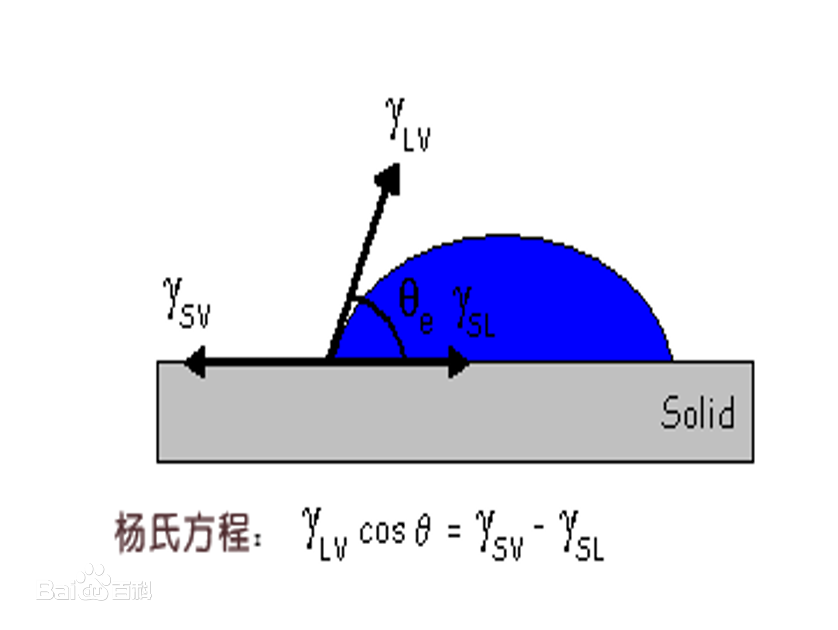
γsv是固体表面与气体的界面自由能,γsl是固体表面与液体的界面自由能,γlv是液体与气体的界面自由能,θ是测出的接触角。
若θ<90°,则液体较易润湿固体,其角度越小,表示润湿性越好;若θ>90°,则液体不容易润湿固体,容易在表面上移动。
由此可以预测如下几种润湿情况:
1)当θ=0,完全润湿;
2)当θ<90°,部分润湿或润湿;
3)θ=90°,是润湿与否的分界线;
4)当θ>90°,不润湿;
5)当θ=180°,完全不润湿。
1.2 机械咬合力
机械咬合力是最直接的一种作用力,人们自古以来就用这种方法来连接两个物体。在亚微观状态下观察,大部分基材表面是粗糙的。具有良好流动性能的胶粘剂或熔体流入并填满这些孔洞、凹陷,干燥固化后形成钩锚、榫接、铆合等机械咬合力。表面的粗糙程度影响涂料和底材的界面面积。因为去除涂层所需的力与几何面积有关,而使涂层附着于底材上的力与实际的界面接触面积有关。随着表面积增大,去除涂层的困难增加,这通常可通过机械打磨方法提供粗糙表面来实现。
只有当胶粘剂或涂料能渗透到粗糙表面的不规则界面处,才对附着力有利。若不能或渗入不充分,则涂料与表面的接触会比相应的几何面积还小,并且在涂料和底材间留有空隙,空隙会导致水汽的聚积,最终导致附着力的损失。这就联系到毛细管上升现象,接触角为锐角,浸润液体上升;接触角为钝角,不浸润液体下降。若胶粘剂或涂料在基材表面的接触角大于90度,即使有打磨,有较高的粗糙度,粘结强度也不会很强。如要粘结非极性的塑料像聚乙烯,聚四氟乙烯等,由于他们表面能低,低于胶粘剂或涂料,即使是涂覆上去,很难达到紧密界面接触,同时在界面会存在应力对附着力的持久性有影响。所以塑料表面为了提高粘结附着力,通常用电晕放电处理、力化学接枝、或其他氧化等引进极性集团,从而提高表面能。
另外,要达到粘结两方亲密接触,还有其他因素。比如可以施加压力,生产铝箔高分子复合膜时我们加热和施加压力。
1.3 分子、离子或原子间的作用力
(1)主价力或化学键
化学键主要分为离子键、共价键和金属键,化学键指的是相邻原子间强烈的相互作用。离子键指的是阴阳离子通过静电作用所形成的化学键,共价键指的是通过共用电子对所形成的化学键,金属键指金属阳离子与自由电子之间的强烈相互作用。
克勒恩等通过红外光谱分析手段发现聚氨酯胶粘剂和环氧底涂有共价键产生。由此而得到最强的粘结附着力。格庭斯和金诺奇,Gettings and Kinloch也提供了分析结果,发现在钢铁和硅氧烷表面处理层之间有化学键Fe-O-Si存在。所以在胶粘剂和涂料领域,在粘结钢铁时通常用硅氧烷偶联剂对基材表面进行前处理。
化学键将为粘结附着力做出贡献,特别是对耐水汽等持久性能的贡献。
(2)次价力,范德华力
范德华力包括色散力,诱导力和取向力。
色散力:当非极性分子相互靠近时,由于电子的不断运动和原子核的不断振动,要使每一瞬间正、负电荷中心都重合是不可能的,在某一瞬间总会有一个偶极存在,这种偶极叫瞬时偶极。由于同极相斥,异极相吸,瞬时偶极之间总是处于异极相邻的状态,瞬时偶极之间产生的分子间力叫做色散力。任何分子(不论极性或非极性)互相靠近时,都存在色散力。
诱导力:当极性分子和非极性分子靠近时,除了存在色散力作用外,由于非极性分子受极性分子电场的影晌产生诱导偶极,这种诱导偶极和极性分子的固有偶极之间所产生的吸引力叫做诱导力。
取向力:取向力发生在极性分子与极性分子之间。由于极性分子的电性分布不均匀,一端带正电,一端带负电,形成偶极。因此,当两个极性分子相互接近时,由于它们偶极的同极相斥,异极相吸,两个分子必将发生相对转动。这种偶极子的互相转动,就使偶极子的相反的极相对,叫做“取向”。这时由于相反的极相距较近,同极相距较远,结果引力大于斥力,两个分子靠近,当接近到一定距离之后,斥力与引力达到相对平衡。这种由于极性分子的取向而产生的分子间的作用力,叫做取向力。由于取向力的存在。使极性分子更加靠近,在相邻分子的固有偶极作用下,使每个分子的正负电荷中心更加分开,产生了诱导偶极。因此极性分子之间还存在着诱导力。总之,在非极性分子之间只存在着色散力,在极性分子和非极性分子之间存在着色散力和诱导力,在极性分子之间存在着色散力、诱导力和取向力。
由于相互作用的分子不同,这三种力所占的比例也不同,但色散力通常是最主要的。汉斯博格等,Huntsberge将两紧密接触的平面的附着力通过色散力计算出来,发现远远大于实际测试的附着力。他们解释的原因是由于有气体孔隙和其他缺陷造成的。我们也知道,当两块玻璃之间放些水,形成紧密接触,粘结强度是很大的。虽然液体涂料在基材表面的铺展润湿比粉末涂料要来得容易,但事实证明在大部分没有化学键的情况下,这种分子间的作用力已足以满足要求。
2 影响附着力的因素
当碰到一个附着力的问题时,不要匆忙下结论,需要从整体来考虑。往往客户在碰到附着力出了问题时最先考虑的是涂料的问题,作为涂料供应方要帮助客户去分析问题,找出问题发生的原因,说服客户接受并一起解决问题。下图是一个基材上有涂膜的横截面示意图。包括基材、基材表面层、涂膜、涂膜表面层和界面。其中任何一个部分都有可能对附着力的问题有影响。同时附着力的问题也跑不出这个范围。
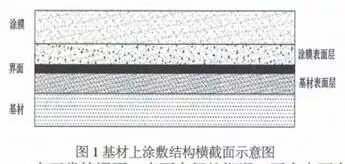
在正常情况下,表面有好的润湿,两个表面有好的紧密接触,由于有上面提到的各种作用力,附着力是没有问题的。这里讨论的是有哪些因素还会造成附着力出问题。根据上面的示意图我们来逐一探讨每一个部分有可能出现的问题。
2.1 界面
贝克曼在1959年在《粘结时代》杂志上发表文章,提出了弱界面层的概念。这个弱界面层是由于空气气隙、灰尘、或油脂之类(金属基材表面加工时有润滑油没有除去)污染而形成的。要确定是否这种解释成立,可以擦洗表面,再预烘烤一下基材,然后涂覆,测试附着力。
如果基材是底涂,在第二涂时附着力出现问题。另外还有重涂附着力问题,就是客户在喷涂后检查表面有缺陷时,往往不是去掉涂层而是为了节省时间,直接重涂一次,结果出现附着力问题。这些情况很可能是配方里的蜡加量过多,在烘烤时蜡迁移到第一涂的表面,可以降低蜡的含量来解决问题。还有一种情况也时有发生,就是直接燃气烘烤炉,燃气在燃烧时会在产生一氧化氮、二氧化氮和硫化物等,这些小分子化合物沉集在底涂的表面,最严重的是第二涂可以像纸一样撕下来。如果是这种情况,客户又没有办法更改烘烤炉加热方式,可以帮助客户从配方上尝试加抗氧剂来解决问题。还有顺便提出的是在喷涂浅色涂料时,这种直燃炉产生的化合物还会影响涂膜的颜色,主要是黄变。
界面除了这些小分子化合物影响附着力,还可能有应力的影响。液体涂料在基材表面的润湿要比粉末涂料熔体来得容易,粉末涂料本身扩展润湿不是很好,加上固化时有一定的热应力产生,所以测试附着力要放置一段时间,让热应力消失后再测试。
另外,当在金属表面喷涂固化后冷却,金属基材与涂膜的热涨冷缩的速度不同步也会产生应力。如果一个工件有厚有薄,烘烤完再急冷,薄的基材部分基材冷却会更快,可能会出现由应力导致的附着力问题。
2.2 基材表面层
这里主要探讨金属基材表面层。曾经碰到过一个列子,没有前处理的铝板上附着力不达标,而在前处理过的铝板表面附着力达标。原因是没有前处理过的铝板表面产生了一层氧化层,这层很薄的氧化层则是影响附着力不达标的弱氧化层。
若本身金属基材前处理不过关,还有可能喷涂完成后仍然有氧化或生锈反应在进行,虽然涂膜可以屏蔽氧和水分。当涂膜厚度不够厚(一般高分子膜在60μm以下还可能会产生氧气和水汽的渗透,相当于半渗透膜),或有由于针孔形成的通道使氧和水汽可以达到界面。所以在一段时间后,附着力出现了问题。这种情况其实耐盐雾测试也可以检测出来。
所以金属表面的前处理很重要,一是要去除弱表面层,二是表面处理层本身不能成为弱表面层,三是要表面钝化,不再有氧化生锈继续形成弱表面层的情况发生。
2.3 涂膜表面层
除了前面提到的蜡迁移到界面外,还有配方中的一些添加剂,或者树脂本身没有去掉的小分子单体或添加剂,也有可能迁移到表面层。这种情况在塑料表面粘结需要考虑的多,在粉末涂料领域比较罕见,所以不在这里多做探讨。
2.4 涂膜层
由于固化温度或时间不够,涂膜没有固化完全,涂膜本身强度不够,在做划格测试时,结果附着力不过。也有可能是涂膜过固化,体系交联密度很高,如聚氨酯体系,涂膜本身太脆,划格测试时附着力不过。
若过一段时间后测试附着力不过,则可能是涂层耐候性能不够,涂膜高分子在光照下裂解甚至粉化导致附着力测试不过。
2.5 基材层
前面探讨了金属基材表面层,不过金属基材层通常对附着力没有什么影响。这里探讨的底涂作为基材来考虑,特别是透明粉照光的情况。若底涂本身不耐候,透明粉又不遮盖。一段时间后,底涂的本身裂解粉化会造成附着力测试不过。有时虽然有一层其他涂层在中间,但很薄遮盖性不够,一段时间后也可能产生附着力测试不过的情况。
3 测试方法
国标(和ISO基本一样)和美标。
曾经一个客户投诉附着力问题,他们测试我们的产品在他们的基材上附着力不过,我们自己测试都没有问题,他们测试的方法我比喻像我们过去用牛犁地那样。最后把他们总公司的质量总监请过来,当面由他自己测试,没有发现问题。用犁地的方式甚至可以在一块本体塑料上刨出一块来。所以要有标准,大家遵守标准,这样所得到的结果才有可比性。
目前我们通用的有三个标准:国标GBT928-1998,美国标准,ASTM D3359-2009和国际标准,ISO 2409-2013。三个标准基本一致,和客户商定,用哪个都可以。
根据标准,有标准划格刀具和手工划格两种,手工划格用间隔导向装置,有几点要注意:
(1)要确保划格刀的刀刃情况良好;
(2)划格时要使刀垂直于样板表面;
(3)均匀施力,用均匀划格速率;
(4)间距根据膜厚来定:
0-60μm硬底材,1mm间距;0-60μm,软底材,2mm间距;61-120μm,硬或软底材,2mm间距;121-250μm,硬或软底材,3mm间距。
(5)用标准规定的透明胶带,测试后保留胶带子为参考。还可以用来观察(可以借助放大镜),特别是多层体系,要决定哪层之问的附着力问题。
4 结论
在界面有良好的润湿接触前提下,分子、离子或原子间的作用力能达到一定的粘结强度。在色散力的基础上若加上诱导力,取向力甚至化学键力,则得到更加强的粘结附着力。适当时可以用表面打磨来提高附着力。在某些不应该出现但出现了附着力问题时不要轻易下结论是涂料或前处理的问题,而是要根据上面讨论的5个都有可能出现问题的方面来全面分析,找出真正的原因所在,从而对症施治。同时要按照标准的检测方法来得到可信的结果。
版权声明:本文由环氧树脂胶网发布,如需转载请注明出处。
业务联系:姚先生 联系电话:18575191006(微信同号)
业务联系:姚先生 联系电话:18575191006(微信同号)